



引言
铝热焊是一种常用的金属焊接方法,尤其在铁路、船舶、建筑等领域有着广泛的应用。铝热焊通过铝粉和氧化铁粉末的化学反应产生高温,从而实现金属的熔接。焊缝的长度是影响焊接质量的重要因素之一,因此,制定合理的铝热焊缝长度规范对于保证焊接质量至关重要。
铝热焊缝长度规范的重要性
铝热焊缝长度规范的重要性体现在以下几个方面:
确保焊接接头的强度和稳定性。
防止焊接过程中出现裂纹、气孔等缺陷。
提高焊接效率,降低生产成本。
确保焊接结构的安全性。
铝热焊缝长度规范的基本原则
铝热焊缝长度规范的基本原则包括:
根据焊接材料、焊接工艺和焊接结构的特点制定合理的焊缝长度。
确保焊缝长度满足焊接接头强度和稳定性的要求。
考虑焊接过程中的热影响区域,避免因热影响过大而导致焊接质量下降。
保证焊缝长度的一致性,提高焊接质量的可控性。
铝热焊缝长度的计算方法
铝热焊缝长度的计算方法主要包括以下几种:
经验公式法:根据焊接材料和焊接工艺的经验公式计算焊缝长度。
理论计算法:根据焊接材料的力学性能和焊接工艺的理论计算焊缝长度。
实验验证法:通过实验确定焊缝长度,为实际生产提供依据。
在实际应用中,可以根据具体情况选择合适的计算方法。
铝热焊缝长度的具体规范
以下是铝热焊缝长度的具体规范,供参考:
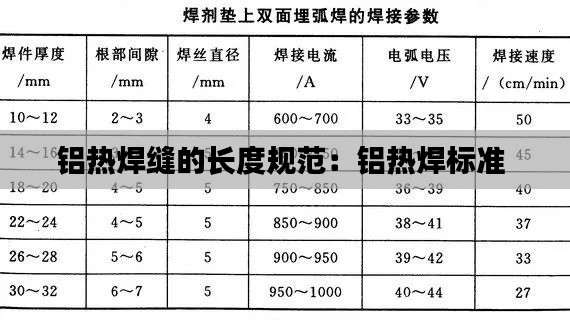
对于厚度小于10mm的焊接材料,焊缝长度应大于等于10mm。
对于厚度在10mm至30mm之间的焊接材料,焊缝长度应大于等于15mm。

对于厚度大于30mm的焊接材料,焊缝长度应大于等于20mm。
焊缝长度应均匀分布,避免出现局部过厚或过薄的情况。
焊缝长度应满足焊接接头强度和稳定性的要求,避免因焊缝长度不足而导致焊接接头强度下降。
铝热焊缝长度规范的执行与监督
为了确保铝热焊缝长度规范的执行,需要采取以下措施:
加强焊接人员的培训,提高焊接人员的技能水平。
建立健全焊接工艺规程,明确焊缝长度规范。
加强焊接过程中的质量监控,确保焊缝长度符合规范要求。
对焊接接头进行力学性能测试,验证焊缝长度规范的有效性。
结论
铝热焊缝长度规范是保证焊接质量的重要依据。通过合理制定和严格执行铝热焊缝长度规范,可以有效提高焊接接头的强度和稳定性,降低焊接缺陷的发生率,确保焊接结构的安全性。在实际生产中,应根据具体情况选择合适的焊缝长度,并加强焊接过程中的质量监控,以确保焊接质量符合要求。
转载请注明来自南京贝贝鲜花礼品网,本文标题:《铝热焊缝的长度规范:铝热焊标准 》






 蜀ICP备2022005971号-1
蜀ICP备2022005971号-1
还没有评论,来说两句吧...